
If you often find yourself wondering while working on projects: Should I use laser or plasma cutting for stainless steel? What’s the maximum cutting thickness? Should I use a handheld or CNC machine? How different are plasma and laser cutting, really? Or what if the bevel angle is too steep? How do I clean up slag? What’s the nozzle lifespan?
As an engineer with years of experience in the cutting industry, I’ll help you find the answers to these questions while thoroughly explaining the principles, parameter settings, equipment classifications, troubleshooting, and selection recommendations all at once. The full text includes multiple comparison tables and parameter quick-reference charts, making it easy for you to look up information whenever you need it during your projects.
What is plasma cutting?
Working Principle
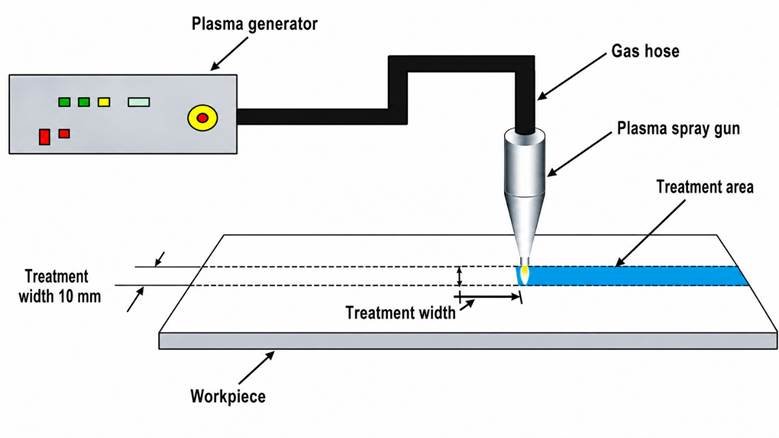
Plasma cutting is a thermal cutting process that uses a high-temperature, high-speed plasma arc as a heat source to locally melt the metal being cut, while a high-speed gas flow blows away the molten metal, forming a narrow cut.
The plasma state is the fourth state of matter, distinct from solid, liquid, and gas. When sufficient energy is applied to a gas, it becomes ionized, forming a plasma composed of ions, electrons, and neutral particles.
During the cutting process, an arc is generated between the electrode (negative terminal) and the workpiece (positive terminal). The energy of the arc instantly ionizes the gas flowing through the nozzle at high speed, transforming it into a plasma arc with temperatures exceeding 20,000°C and speeds approaching the speed of sound (approximately 800–1,000 meters per second).When this ultra-high-temperature plasma jet comes into contact with the workpiece, it immediately melts the material locally, while the momentum of the high-speed gas flow blows the molten metal away from the cut, thereby forming a narrow, clean cut.
Key Features
| Advantages | Limitations |
| High efficiency; when cutting medium-to-thin sheets, it is 5–6 times faster than flame cutting. | The cut surface has a certain degree of bevel (a bevel of up to 15° is considered acceptable for standard plasma cutting) |
| Can cut any conductive metal, including stainless steel, aluminum, copper, brass, carbon steel, etc. | Generates fumes and noise; requires a dust collection system |
| Initial investment costs are 2 to 5 times lower than those of laser cutting | Consumables (electrodes, nozzles) require regular replacement |
| Operation is simple; the machine can be operated manually or via CNC | The surface finish of the cut is not as smooth as that of laser cutting |
Cuttable Materials and Thickness Range
Suitable materials: Generally suitable for conductive metals such as carbon steel, stainless steel, high-alloy steel, cast iron, aluminum, copper, titanium, and nickel. With special plasma cutting (plasma flame), it can even cut non-metals such as ore and cement boards.
Thickness range: Conventional systems: 3.0–80.0 mm; advanced precision plasma systems can handle carbon steel up to 75 mm thick and stainless steel up to 150 mm thick.
Classification of Plasma Cutting Systems
Classification by Degree of Automation
| Type | Features | Applications |
| Handheld/Manual Plasma Torches | Highly portable and flexible to operate | Automotive repair, scrap metal processing, on-site construction |
| CNC Plasma Cutters | Computer-controlled, high precision, high repeatability | Mass production, shipbuilding, heavy equipment manufacturing |
Classified by performance grade
| Grade | Features | Applicable thickness | Cut Quality |
| Conventional/Standard Plasma | Uses compressed air; economical and reliable | Low-carbon steel ≤ 38 mm | Basic quality, bevel angle approx. 15° |
| High-Definition (HD) Plasma | Patented torch design, oxygen plasma gas | Thin gauge to 100 mm and above | Square edges, bevel 0–3° |
| Fine/Precision Plasma | Extremely high current density, approaching laser quality | 0.5–12 mm | Extremely low heat-affected zone, bevel angle <5° |
Classified by equipment structure
Portable: Lightweight design with an aluminum alloy body, suitable for small-scale operations.
Gantry-type: Horizontal cutting range ≥ 3 meters, suitable for large sheets.
Cantilever: Cutting range of 1.5–3 meters, suitable for medium spans.
Detailed Explanation of Core Process Parameters
Cutting Current
Cutting current is the core parameter of plasma cutting, determining the depth and speed of the cut. As current increases, arc energy increases, improving cutting capacity; however, the arc becomes thicker, resulting in a wider cut and increased thermal load on the nozzle.
Recommendation: Set the current to 95% of the nozzle’s rated value to optimize cutting quality and extend component lifespan.
Cutting Voltage (Arc Voltage)
Increasing the arc voltage boosts the plasma arc’s power, significantly improving cutting speed and depth. However, the arc voltage should ideally be kept below 65% of the no-load voltage to prevent cutting errors caused by arc instability.
Cutting Speed
Excessively high speed: The arc column tilts backward, resulting in a steep angle on the cut surface.
Too slow: Severe slag buildup that is difficult to remove.
The optimal cutting speed for steel plates of different thicknesses must be determined through testing or by referring to the manufacturer’s parameter table.

Gas Flow Rate and Pressure
Gas flow rate too low: Plasma arc stiffness decreases, cutting depth is shallow, and slag buildup is likely.
Gas flow rate too high: Heat is carried away, the jet becomes shorter, and cutting performance decreases.
Gas pressure: Recommended gas pressures vary by equipment model and cutting thickness; in our workshop, the range is generally 0.4–0.6 MPa (approx. 58–87 psi).
As a general guideline: too low a pressure results in insufficient penetration and an unstable arc; too high a pressure disperses the arc column’s kinetic energy and may even make ignition difficult. However, specific values should be based on the equipment manual and adjusted according to actual cutting results.
Torch Height (Distance Between Nozzle and Workpiece)
| Workpiece Thickness | Recommended Torch Height |
| Less than 3 mm | 3 mm |
| 3–12 mm | 3.2 mm |
| 12–25 mm | 4.8 mm |
| 25 mm and above | 6.4 mm |
During piercing: The torch height should be twice the cutting height or higher.
Arc Voltage Height Control
The arc voltage height control system uses sensors to maintain a constant torch height throughout the entire cutting process, with dynamic positioning accuracy of up to ±0.013 mm, significantly improving the flatness of the cut surface.
Types of Working Gases and Selection
The working gas serves as the conductive medium and heat carrier for the plasma arc, while also carrying away molten metal through momentum transfer.
| Gas Types | Suitable Materials | Advantages | Disadvantages |
| Compressed air | Mild steel, stainless steel, aluminum | Economical and convenient; most commonly used | Relatively short electrode life |
| Oxygen | Mild steel | Fast cutting speed, high quality | Requires electrodes resistant to high-temperature oxidation |
| Nitrogen | Stainless steel, aluminum | Long component life, over 1,000 arc starts | Slightly higher cost |
| Argon | General-purpose | Stable arc, long electrode life | Slow cutting speed |
| Argon-hydrogen mixture (H35) | General | Low risk of double arc, high cutting efficiency | High cost |
Recommendations: Use compressed air for routine carbon steel cutting; use oxygen for high-quality low-carbon steel cutting; nitrogen or argon-hydrogen mixture is recommended for stainless steel and aluminum.
Common Cutting Quality Issues and Solutions
| Problem | Possible Causes | Solution |
| Excessive tilt angle | Torch not vertical, cutting height too high, current too low, speed too fast | Check verticality, lower the height, increase the current, reduce the speed |
| Severe slag build-up | Speed too slow, gas pressure too high, incorrect height | Increase speed, reduce gas pressure, adjust height |
| Incomplete penetration | Air pressure too low, current too low, speed too fast | Increase gas pressure/current, reduce speed |
| Unstable arc | Electrode wear (excessively deep crater), deformed nozzle orifice | Replace the electrode and nozzle |
| Short nozzle life | Incorrect piercing height, gas line leak | Adjust piercing height, check gas line seals |
Plasma cutting vs. laser cutting vs. flame cutting
| Comparison Criteria | Plasma Cutting | Laser Cutting | Oxy-fuel Cutting |
| Suitable Thickness | Best suited for thick plates (≥12 mm) | Specializes in thin plates (≤16 mm) | Medium-to-thick carbon steel |
| Cutting Speed | Fast for thick plates; when cutting medium and thin plates, the speed is 5–6 times that of oxy-fuel cutting. | Fast for thin plates (2x the speed of plasma cutting for plates <1.25 mm) | Slow |
| Accuracy/Bevel | Bevel 1–15°, ISO 9013 range 2–4 | Bevel < 1°, ISO 9013 range 1–2 | Small bevel |
| Material compatibility | Can cut rusted and painted metals, as well as stainless steel and aluminum | Material must be clean | Can only cut carbon steel |
| Initial investment | Medium | High (2–5 times that of plasma) | Low |
| Operating costs | Even lower for thick plates | Lower for thin plates | Low (but slower) |
Recommendations:
Cutting thickness ≥ 12 mm and primarily carbon steel → Plasma offers the best value for money
Cutting thickness ≤ 6 mm with high precision requirements → Laser is the better choice
Cutting only carbon steel with no high speed requirements and a very low budget → Oxy-fuel cutting

Equipment Selection Guide
Five Questions to Help You Determine Your Needs
1. What materials will you primarily be cutting? (Carbon steel/Stainless steel/Aluminum)
2. What is the maximum cutting thickness? (Handheld models typically ≤30mm; CNC machines can handle thicker materials)
3. How many hours per day will you be cutting? (This determines the duty cycle requirement)
4. What are your requirements for cut perpendicularity and surface finish? (Standard/High-definition/Fine)
5. What is your budget? (Handheld models cost a few thousand yuan; CNC machines range from tens of thousands to hundreds of thousands of yuan)
Major Brand References
Hypertherm: Global leader with strong expertise in precision plasma technology
Kjellberg: German brand with a strong reputation for high-definition plasma
Lincoln Electric: Comprehensive capabilities, with good compatibility of consumables
Mainstream domestic brands: Huayuan, Kaierbei, Wangfeng, etc.: High cost-effectiveness
Key Procurement Criteria
Material Thickness and Power Selection: It is recommended to choose a power rating slightly higher than the required cutting power to ensure clean cuts without slag buildup.
Duty Cycle: Refers to how long the machine can operate continuously within a 10-minute period. A high duty cycle means less downtime and is suitable for extended operations.
Power Supply Compatibility: Determine the voltage in your workshop to select a single-phase or three-phase cutting machine.
Consumable Costs: Choosing high-quality consumables or a more stable and durable system can significantly reduce expenses.
Consumable Lifespan and Maintenance Tips
Typical Consumable Lifespan
Electrodes, Nozzles: State-of-the-art air/oxygen plasma systems typically have a service life of 1–2 hours of arc operation or several hundred piercing operations; some systems can exceed 1,000 operations.
7 Tips for Extending Lifespan
1. Start cutting from the edge to avoid piercing and arc initiation (piercing consumes more than twice as much nozzle material as edge arc initiation)
2. Avoid elongating or extending the arc
3. Ensure adequate gas and coolant flow rates and constant gas pressure
4. Use the correct consumables and current settings (set current to 95% of the nozzle’s rated value)
5. Keep the gas clean and dry (to prevent contamination of the compressed air system)
6. Inspect the electrode rill regularly; replace it when the depth exceeds 3/32 inch (approximately 2.4 mm)
7. Raise the torch height during piercing (to twice the cutting height)
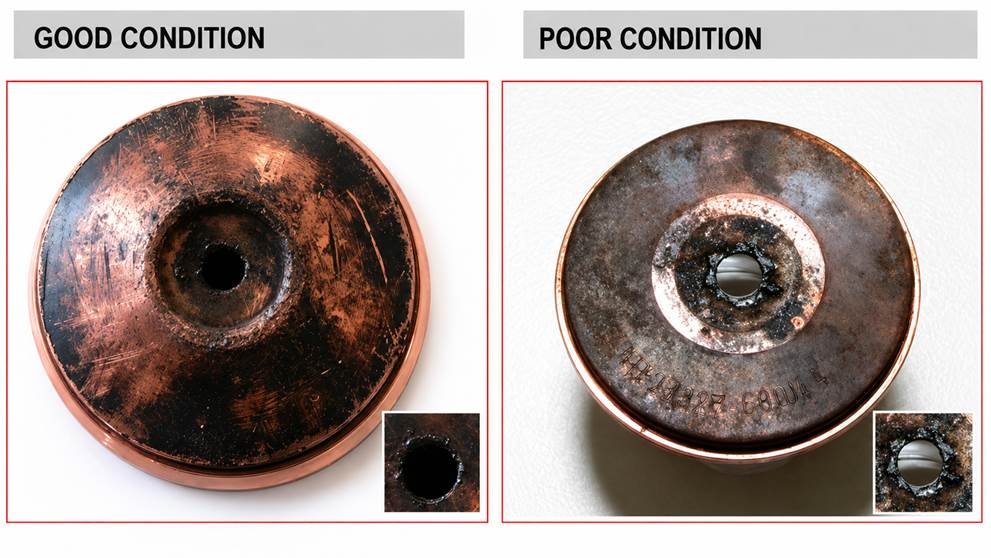
Criteria for Replacing Consumables
1. Electrode: Tip erosion depth > 0.5 mm; visible notches or cracks on the tip; stripped or worn threads; severe peeling of the surface oxide layer

2. Protective Sleeve: Main hole is not concentric with the nozzle; slag buildup; uneven edge erosion; surface erosion penetration; edge cracking/deformation
3. Vortex ring: Channels blocked / eroded and deformed; body cracked; clearance between vortex ring and nozzle > 0.1 mm
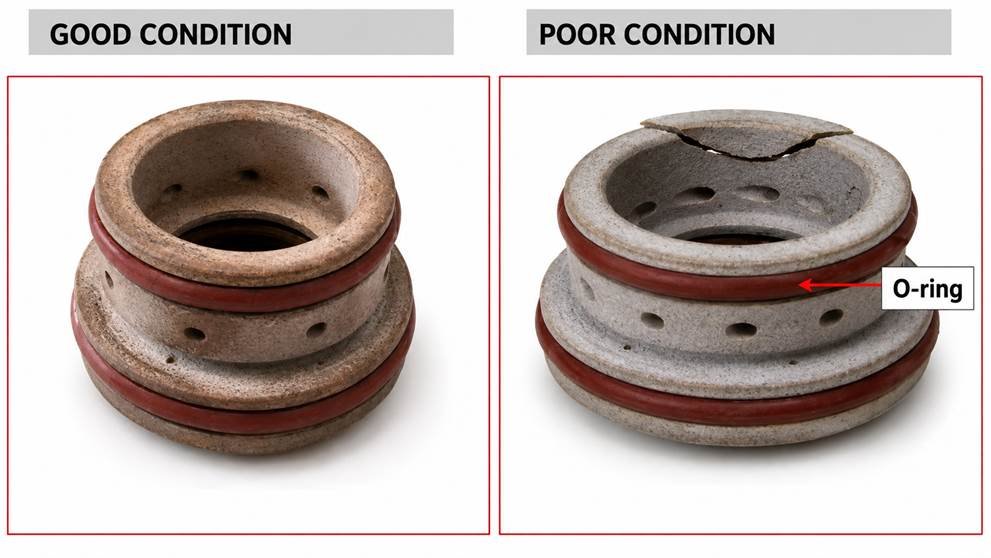
4. Composite ring: Ablation / cracking / deformation (seal failure); vent hole blockage; body ablation exposing base / deformation

5. Nozzle: Deformed orifice, orifice diameter increased by >0.2 mm; inner wall ablated to bare metal; edge chipping >1 mm; abnormal clearance from the electrode exceeding specifications.

Safety and Environmental Protection Key Points
Major Hazards
Arc radiation: Generates strong ultraviolet radiation; an auto-darkening welding helmet must be worn
Fumes and dust: Contains metal particles; requires a dust collection system (dry dust collection or vacuum-assisted negative-pressure cutting platform)
Noise: Typically exceeds 100 dB; ear muffs must be worn
Electrical Hazards: No-load voltage ranges from 120 to 600 V; ensure proper grounding
Environmental Trends
Exhaust gas recovery and comprehensive dust control systems have become standard equipment
Plasma gouging produces 5–10 dB less noise than carbon arc gouging, with shorter spark projection distances and lower fire risk
Industry Application Cases
Shipbuilding
Applications: Steel plate blanking, bevel cutting, and hull section processing
Equipment: Gantry-type CNC plasma cutter
Results: Cutting efficiency increased by 40%; single-pass groove forming reduces the need for secondary grinding
Automotive Manufacturing
Applications: Cutting of one-piece die-cast parts, blanking of body structural components
Equipment: Robotic plasma cutting workstation
Results: Achieves “one-button” high-quality processing, significantly reducing reliance on operator experience
Construction Machinery
Application: Cutting structural components for excavators and loaders (thickness 20–50 mm)
Equipment: Precision plasma cutting system
Results: Bevel angle maintained within 3°, precise welding alignment, and a 60% reduction in rework rate
Some Tips on Plasma Cutting
Plasma cutting is currently one of the most cost-effective thermal cutting processes in the metalworking industry, particularly suitable for medium-to-thick plates (12 mm and above) made of carbon steel, stainless steel, and aluminum.
If you are a production manager: Prioritize resolving issues such as slag build-up, bevel angle, and nozzle life by adjusting parameters and selecting the right consumables.
If you are a business decision-maker: Choose between handheld or CNC, standard or high-definition plasma systems based on material thickness and production volume.
If you are a frontline operator: Keep the three golden rules in mind: “95% current, start the arc from the edge, and replace the electrode and nozzle regularly.”
What materials does your factory primarily cut? What cutting challenges have you encountered? We welcome your inquiries to EVERGREEN Machinery.
Frequently Asked Questions (FAQ)
What should I do if the cut is not vertical (beveled)?
Because the plasma arc is spindle-shaped, setting the cutting height too high or too low can cause a bevel. However, if you are using a CNC plasma cutter, simply adjusting the arc voltage regulator settings can significantly reduce the severity of the bevel. You can calibrate the machine using the cutting parameter tables provided by the power supply manufacturer (such as Hypertherm).
What are the common faults with plasma cutters, and how can they be resolved?
In daily operation, there are four main types of common faults:
Frequent nozzle damage: This is primarily caused by improper gap settings, insufficient compressed air purity (containing moisture or oil), or excessively high cutting current. It is recommended to fine-tune the gap, install an air purification device, or slightly reduce the current.
Difficulty in arc initiation or frequent arc extinction: It is recommended to inspect the high-frequency arc-starting system, replace worn electrodes, and ensure that the gas pressure remains stable at 0.4–0.6 MPa.
Severe slag buildup on the cut surface: This is usually caused by improper cutting speed or current settings. Excessively high speeds can lead to incomplete cuts, while excessively low speeds can cause slag buildup. Adjustments can be made by referring to the material thickness reference table.
Unusual noises from the equipment: Focus on checking whether the fan is clogged with dust, if there are loose components inside the high-frequency ignition unit, or if there are gas leaks in the tubing.
What percentage of costs do consumables account for in plasma cutting machines?
In plasma cutting, the biggest expense isn’t electricity, but consumables—electrodes and nozzles. For a medium-power machine in our workshop, replacing these two items annually costs at least 50,000 to 60,000 yuan, and up to 80,000 yuan during peak order periods. Add to that electricity, gas, and labor costs for maintenance. Therefore, to reduce costs, first choose equipment with durable consumables, and second, pay attention to proper operating practices.
How long does it take to train a plasma cutting operator?
Training for handheld plasma cutting typically takes about 1–2 days to get started, covering basic cutting parameters for common materials and consumable replacement. Achieving proficiency requires approximately 2–4 weeks of practical experience to master parameter adjustments for different material thicknesses and types. Training in programming and advanced operation of CNC plasma cutting machines takes about 1–3 months, covering the use of CAD/CAM software, path optimization, and process parameter optimization.
What is the required ambient temperature for plasma cutting?
It is recommended to operate the equipment in an environment with a temperature between 10°C and 35°C. In practice, when the temperature is below 5°C: compressed air may freeze and block the air lines; coolant may freeze; and electrode materials may become brittle. When the temperature exceeds 40°C: the equipment may have difficulty dissipating heat, which affects the duty cycle and service life; and the stability of electronic components may decrease.
What is precision plasma cutting? What are its advantages over standard plasma cutting?
Simply put, precision plasma cutting is an upgraded version of standard plasma cutting. It features optimizations in torch design, gas flow control, and power supply, resulting in cut sheets that approach the quality of laser cutting. The bevel angle is significantly reduced—to within approximately 3°—whereas the acceptable standard for standard plasma cutting is within 15°. Additionally, the cut surface is smoother, with much shallower surface patterns, and the sheet material remains distortion-free.
Plasma Cutters: Is There a Significant Gap Between Domestic and International Brands?
The gap is gradually narrowing. International brands (such as Hypertherm and Kjellberg) hold an advantage in precision plasma technology, consumable lifespan, and cutting quality. However, domestic brands (such as Huayuan, Wangfeng, and Kaierbei) are highly competitive in the mid-range market, offering excellent value for money and reliable after-sales service. Recommendation: Choose international brands for high-quality cutting and ample budgets; opt for domestic brands for routine processing and value-for-money solutions.
Technical Standard: ISO 9013: Geometric product specifications and quality tolerances for thermal cutting.
Manufacturer Manual: Hypertherm Official Plasma Cutting Technical Manual.